0519-87338909
0519-87338909
Introduction
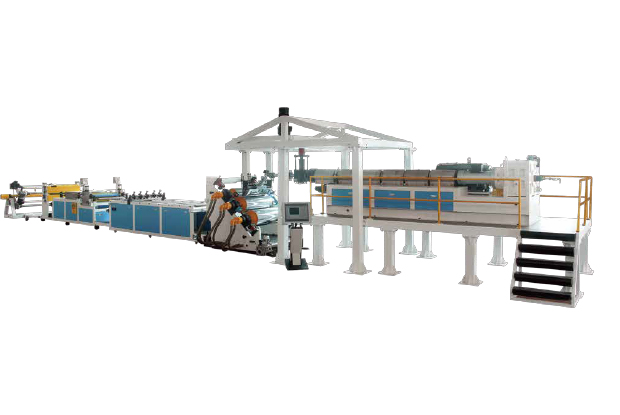
IXPE crosslinked foamed PE roll material line contains the following four - step process:
PELLETIZING---EXTRUDE---- FOAMING ----WINDER
1、Normal pelletizing method:
Banburying ---open mill --zipper pulls---cooling --cutting.
Banburying---single screw extruder --water circulation (or air cooling)cutting.
High speed blender--parallel twins screw extruder---single screw extruder--water circulation (or air cooling)cutting.
2、Extrude:
Jwell screw design and manufacture based on IXPE experience,Continuously improve the structure of IXPE screw design,improved barrel and screw temperature control and cooling systems,On inner Structural Optimization Design of mould,Formed with vertical mirror of three - roll calender, equipped with high precision temperature control system,Mother makes IXPE steady and continuous process of sheet extrusion, ensure the material plasti-cizing distributed evenly, easy to control the temperature.
3、Foaming:
A.Horizontal Foaming Oven Foaming oven adopts the latest enhanced furnace ,Oven divided into three parts: preheating stage,coil stage, furnace whole length 23meters, high ceiling 5.5 meters, width 3.5 meter.,equipped imported brand high precise burner,Ensure accurate temperature control, can produce XPE, IXPE, rubber and foam products.
1, Low energy consumption: The preheating period, crosslinking made larger changes, meet the technological requirements,reduce the heat capacity of space and energy consumption. , gas consumption and a two-stage furnace.
2, Wide range of production processes: Heat distribution in the furnace, overcome the defects of unreasonable distribution of heat in the furnace,In accordance with the work of the IXPE foam thermal requirements, making the IXPE foam over a relatively wide range, expan-sion ratio at 5-35 times, foam full, continuous and stable.
3, The output is big: In the current domestic production of foam furnace, our three - stage production of the largest and the largest 200KG/H above, and IXPE foam more detailed than the two - stage gasifier.
B.The vertical Oven
The line includes coiling device, feeding traction device, net belt tensioning device, net belt driving device, preheating furnace body, vertical furnace body, widening device, etc.
Features: uniform heating, small heat loss, large capacity, low energy consumption, simple operation.
The irradiated products are widely used in the fields of electronics, automobile, architecture, medicine, buffer packaging,sports and leisure, etc.
One of the floor mat, balance layer after electronic irradiation, environmental protection non-toxic, anti-aging, corrosion;
Independent closed-hole structure, effectively prevent moisture erosion of the floor; Excellent sound insulation performance,can reduce the noise spread between floors; Improve the comfort of your feet during use.
4、Rewinding auxiliary equipment:
The whole length of downstream line is 20m, as from front to back order, it is passed 5 roller calibration unit,air cooling system,smooth surface dealing device,automatic correction trimming device,haul off unit,double position collector.The above three parts, foam extrusion, rolling length of 60 meters.
5. Electronic irradiation rewinding and rewinding system: IXPE electronic crosslinked foaming coils need to under-go electronic irradiation before foaming. This equipment is a complete set of auxiliary equipment before the coils enter the electron accelerator room, including coiling device, traction machine, coiling storage, deviation correction device, coiling storage, coiling machine, etc.
Features: with the electronic accelerator electronic irradiation setting of the winding speed, high degree of automation;The multi-point tension control unit guarantees the stability of the sheet tension.Equipped with the brand process correction system, effectively ensure the integrity of the sheet.